![]()
Oil analysis, including ferrography, provides the greatest value for money of any maintenance monitoring technique. While most maintenance managers are familiar with the general concept of oil analysis, ferrography is less understood. This Technical Bulletin describes how ferrography fits into the overall oil analysis picture, with particularly emphasis on RPD (rotary particle deposition) ferrography and how it can be integrated into a maintenance programme to achieve substantial financial benefits at relatively low cost.
Case study
A construction company involved in building the new N2 toll road between Stanger and Mtunzini on the KwaZulu Natal north coast was operating a Bomag vibratory compactor. The unit was old and nearing a major overhaul. Spectrometric oil analysis on the torque hub of the unit showed a very high concentration of iron, and the patch test had a heavy concentration of magnetic particles which was visible to the naked eye, indicating a very severe wear situation.
The owner needed to know if this was gear or bearing wear because, if the bearings needed to be replaced, it would be a fairly quick and simple repair that could be carried out on site. On the other hand, if the gears were badly worn then this would entail a major repair that would have to be carried out at the central workshops. Further in-depth testing was required so an RPD ferrogram was carried out and critical gear wear was identified.
Although the RPD ferrogram did not save the construction company money on repair costs as a full overhaul was already planned, it did allow them to get a replacement unit from another site and prevent the problem unit from breaking down and delaying the completion of the project.
In other cases the decision to conduct an RPD ferrogram to obtain more in-depth information than standard oil analysis provides, has saved numerous companies hundreds of thousands of rands in repair costs and the prevention of unplanned downtime.
Oil analysis and ferrography
Oil analysis entails removing a sample of oil from an oil-wetted component and subjecting it to a variety of chemical and physical tests to determine the condition of both the lubricant and the component. It looks at wear debris, contaminants and the general health of the oil.
This technique was developed by Ray McBride of the Rio Grande railways in the United States in 1947 to monitor the condition of locomotive engines. The most common test involves SOAP (Spectrometric Oil Analysis Programme) analysis of the wear debris - and additives and contaminants - present in the oil. Although this is a very useful technique, it has a severe limitation in that spectrometric analysis will not detect wear particles greater than 10m. This means that it is possible for a severe wear situation to exist with large wear particles that will not be detected by traditional SOAP analysis.
The obvious solution to this problem would be to filter all oils through a fine filter pad or membrane and examine any debris present under a microscope. Time and cost considerations mean that this is not a practical solution, so some sort of reliable screening test is required. This test is performed by the PQ or Particle Quantifier which gives a bulk magnetic reading of the oil, indicating the level of ferrous material in the sample, irrespective of size. It is very easy to do as it is done in the sample bottle in a matter of seconds and can be carried out on all samples. If the PQ index is over a certain limit then this value can trigger a debris or patch test.
The patch test is carried out by filtering the oil and examining the debris with a stereo microscope. It too has limitations in that SOAP could indicate an abnormally high concentration of iron and the debris analysis could show the presence of large wear particles, alerting the end user to a severe wear situation requiring corrective action. What traditional oil analysis cannot do though, is determine the morphology of the wear particles, thereby determining what wear modes are present and exactly what sub-component is wearing, for example gears, bearings, shafts or splines.
This is when ferrography is needed as it gives a far more detailed picture than a SOAP or patch test.
How ferrography works
There are two types of traditional ferrography: direct reading and analytical ferrography. There is also RPD (rotary particle depositor) ferrography.
Direct reading ferrography
This measures the ratio of large to small wear particles. In a normal wear situation there are usually more small particles than large ones.
As with all condition monitoring techniques, it is wise to work on a trend analysis rather than absolute values. Direct reading ferrography can be carried out on a regular basis and this ratio monitored. Any substantial increase from an established base line would indicate the onset of abnormal wear. Unlike the PQ, this test is labour-intensive - it takes a few minutes as opposed to a few seconds - and cannot be performed on all samples. A significant increase in this ratio can be used as a trigger or screening test to carry out analytical ferrography.
Analytical ferrography
In analytical ferrography, a ferrograph is used to produce a ferrogram and this is examined under a ferroscope, usually a powerful compound microscope with suitable optics, filters and light sources.
It enables the morphology of particles to be studied to determine wear processes, the origin of the wear particles and sometimes the cause of wear. The common characteristics of the wear particles that are studied are: size, concentration, colour, shape, edge detail and surface texture. The common types of wear modes that can be identified by analytical ferrography are: rolling, sliding, cutting, spherical and rubbing - each indicative of a different wear process. Individual types of wear particles can also be identified, e.g. galling, scoring, pitting, spalling, cracking, smearing, rolling, laminar, striations and corrosion.
Analytical ferrography involves the removal of ferrous (magnetic) material from a small sample of oil using magnetic as well as flow and gravity separation. The oil sample is caused to flow down a channel on a prepared glass slide. The slide experiences a gradually decreasing magnetic flux because of the distance from the powerful, permanent magnet positioned beneath it. Because of the flux force and the slightly ‘sticky’ nature of the oil and the glass slide, particles which respond to magnetism are drawn down on to the slide, the larger particles first and then, gradually, the smaller ones.
 |
Diagram 1: The basic ferrographic action
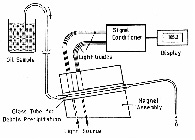 |
Diagram 2: The optical layout of the direct reading ferrograph
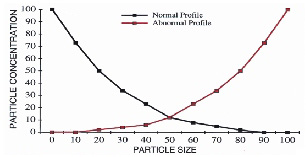 |
Diagram 3: Wear particle size/concentration
One might think that this technique had a significant drawback - that non-ferrous wear metal such as aluminium, bronze and white metal would not be captured on a ferrogram, and neither would contaminants such as dirt, metal oxides, corrosion and oil degradation by-products. Fortunately this is not the case, for two reasons:
1. In almost every mechanical system, iron is the major wearing element and this ferrous debris impacts on non-ferrous material so that it too is deposited on the ferrogram. 2. As the debris is laid down in a magnetic field, the ferrous wear particles are attracted first and this creates a barrier which traps non-ferrous particles by flow decay. Although not all non-ferrous material is visible in a ferrogram, if it is present in significant quantities in the oil, it will be detected, providing further valuable information.
Ferrography, as a technique for the characterisation of wear debris in lubricated components, was developed by Westcott and Bowen in the United States in the early 1970’s. At the same time as this work was being carried out to develop the ferrograph, a different group at the Swansea Tribology Centre, part of the University of Swansea in Wales, was developing the Rotary Particle Depositor (RPD) ferrograph.
RPD ferrography
RPD ferrography is the method preferred by Wearcheck. As its name suggests, in RPD ferrography a small sample of oil is deposited on a rotating substrate (or slide) and the wear debris is separated by magnetic fields and flow decay. The PQ was also developed by the Swansea Tribology Centre and can be used as a screening test in order to determine if RPD ferrography is required. High SOAP readings such as iron, chrome, nickel and manganese can also be used.
A sample delivery pipette is used to take a sample of the oil needing to be analysed. The pipette is slowly depressed by hand to cause the oil to flow on to the centre of the rotating substrate which is a small, thin, square glass slide. Below the slide, are two circular magnets which cause two circular fields of magnetic flux. As the oil slowly flows on to the rotating slide, ferrous debris is deposited, large particles first and then the smaller particles in three concentric rings on the glass slide. The slide is then rinsed with a solvent/fixative and can then be examined with a powerful microscope.
There are a number of advantages to using the RPD rather than the traditional ferrograph:
1. The basic instrumentation to produce the ferrogram is a lot cheaper and is slightly quicker. 2. The sample is placed on to the substrate by hand rather than by a pump which has the potential for breaking larger particles into smaller ones 3. It is more effective at extracting wear debris from the oil 4. It separates the debris into three distinct bands based on size. 5. Layering is far less of a problem.
Layering occurs in ferrography because of flow decay which means that the largest particles are deposited first and the smaller ones later. It is generally the large (active) wear particles that are of interest and these can be obscured by smaller (benign rubbing) wear particles lying over them. RPD ferrography allows the wear debris to be separated by size and laid down over a larger area than in traditional ferrography. Although this does not totally eliminate layering, it greatly reduces its effect.
This method also allows a meaningful ferrogram to be produced on heavily contaminated samples, even though a dilution factor of 50:1 or even 1000:1 may have to be used, enabling the wear modes to be identified.
Applications
RPD ferrography can be performed on samples from any oil-wetted component (grease can also be analysed in the same way). Like traditional SOAP analysis, RPD ferrography is not an exact science and cannot be governed by a simple set of rules. As it cannot be automated, is both labour-intensive and time-consuming, and requires a high degree of skill and experience to interpret the results, this technique is more expensive than traditional oil analysis.
It tends to be less popular with owners of mobile equipment like buses, trucks and bulldozers, than it is with the industrial (fixed plant) sector because of the cost factor. Many bus, haulage or construction companies have no problem justifying the cost of regular SOAP analysis as part of their maintenance programme, but are generally less inclined to justify the increased cost of ferrography except in unusual or critical circumstances.
It is certainly easier to justify the cost of ferrography in a fixed plant environment. Earthmoving equipment can be as expensive as fixed plant but the impact of downtime is far greater for a production line - often running into millions of rand - than it is for a front end loader. In this sort of situation the cost of an RPD ferrogram is insignificant.
However, the increased cost of ferrography can be justified in the mobile sector too, even though the savings might not be as dramatic as in factory applications. With the cost of equipment and labour today, an engine, gearbox or transmission saved through ferrography can still represent massive financial benefits at relatively low cost.
Setting up
Setting up an industrial oil analysis and ferrographic programme requires certain basic steps.
A factory or workshop that already has a well-organised and established maintenance programme is best suited to these kinds of maintenance techniques. This is vital, because oil analysis cannot be used as a stand-alone tool - it must be integrated into an existing condition monitoring system. Ideally the factory should also have an established vibration monitoring programme.
It is advisable for the oil analysis company to make a presentation to the factory management, including the general manager and financial manger as well as the maintenance and engineering managers. Here case studies can be presented detailing the cost savings attainable and what the cost of the service will be to the factory. If the factory is agreeable and has the budget, then an oil and ferrographic analysis programme can be instituted.
The plant must be surveyed by the person responsible for interpreting the ferrograms as valuable information about operating conditions can be obtained in this way. Items of plant should be graded as either:
Class 1: safety (if it breaks down, life or property are at risk) Class 2: critical (if it breaks down, production will be affected) Class 3: non-critical (if it breaks down, there will be little or no effect).
It is also important that the names, makes and models of the plant are established and are correct. The easiest way to do this is to use the company or plant asset number and link this to a fixed description on a data base.
All class 1 and 2 items of plant should be sampled. The sampling frequency will have to be determined on the basis of operating conditions and production needs. Ideally all class 1 and 2 components should have a SOAP analysis once a month, with an RPD ferrogram every three months. Class 3 components should have a SOAP analysis once or twice a year, if at all. In certain situations breakdown maintenance can still be the most cost-effective option.
As with all ‘off-line’ sampling techniques, it is critically important that the oil sample is representative of the oil circulating in the component. Poor sampling technique is the most common cause of incorrect diagnosis (the second most common cause is lack of complete information about the unit). In an industrial (factory) environment, depending on circumstances, the oil analysis company should take the oil samples. This will ensure that ‘good’ samples are taken and if a ‘good’ sample cannot be taken, the reasons for a non-representative sample will be known and these factors can be taken into consideration when a diagnosis is made.
At the outset, an RPD ferrogram should be made on all units to be sampled so that a base line can be established.
At Wearcheck, a report is generated after producing and interpreting a ferrogram. This contains a written diagnosis detailing:
The various wear modes and types of particles (cutting, sliding, spalls, etc.) are graded subjectively: 0=none, 1=light, 2=moderate and 3=heavy; and the values are displayed graphically. The report also contains a photograph of the magnified wear debris produced on Wearcheck’s sophisticated flexible image processing system (FIPS) which also stores the image on computer for comparison when the next RPD ferrogram is produced.
Wearcheck views RPD ferrography as an increasingly important element of its oil analysis programme, offering major benefits for companies in both the industrial and mobile sectors. For more information visit Wearcheck’s Internet web site or contact the customer service department, details below.
![]()
Get added to our
Techdata Mailing List.
(please include your name and full address in the
note)
These Technical Bulletins are published quarterly by Wearcheck Africa , and are circulated free to customers of Wearheck. To be added to our circulation list send us an e-mail with your name and full address.
©1997 Wearcheck Africa Reproduction in full or in part is strictly forbidden without written permission of Wearcheck Africa
![]()
![]()
![]()