

The Ups and Downs of Viscosity
The topic of viscosity has been covered extensively in many technical bulletins and with good reason...
Viscosity is the most important single property of a lubricant. Viscosity is performed by adding a preset volume of oil to a calibrated viscosity tube which is immersed in a temperature controlled bath (typically either 40°C for industrial oils and other fluids, or 100°C for engine oils). The oil is started flowing and the time for the oil to pass by two regions on the tube is measured. By multiplying the time measured by the tube factor a viscosity in centistoke (cSt) is calculated. Viscosity gives us indications of oxidation and other thickening processes from oil degradation, fuel contamination in liquid-fueled engines, addition of incorrect lube [wrong viscosity added] and much more. Viscosity is one of very few tests that indicates a problem when it is too low or too high. Since so many events can affect viscosity, care must be taken not to evaluate the viscosity as a singular value, but to consider other test results that might provide clues as to why a viscosity did or didn’t change (such as Acid Number (AN), fuel dilution, oxidation, etc.).
The Kinematic viscosity of an oil is determined by testing an oil sample in a kinematic viscometer at a set temperature. The viscometer bath contains silicone oil that is kept at constant temperature (to within one twentieth of a degree). A series of viscometer tubes are immersed in the bath. The oil flows down the tube under the force of gravity until it reaches an electronic sensor at the bottom of the tube. As the oil passes the sensor a timer is started. A short distance further on is another sensor that stops the timer as the oil passes it. Based on the factor of the tube (the tube factor is determined by calibrating the viscometer tube with a primary viscosity standard) and the time it takes the oil to flow between the two sensors, the viscosity can be calculated. Kinematic viscosity is measure using the SI unit of Stokes or specifically centiStokes (cSt) or millimeters squared per second (mm2/s) for lubricating oils. The kinematic viscosity is the dynamic viscosity of the fluid divided by its density at a specified temperature. Kinematic viscosity can also be defined as the resistance to flow under the force of gravity. The preferred temperatures at which these measurements are made are 40ºC and 100ºC. It is vitally important that the temperature at which viscosity is measured be noted, as viscosity changes with temperature. As temperature increases, the viscosity decreases as shown in the simplified graph below:
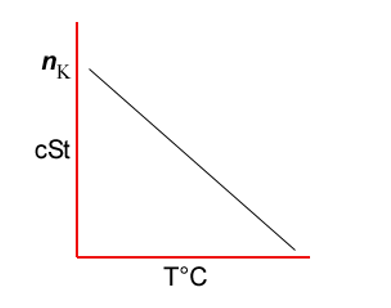
Figure - Viscosity is highly temperature dependant. Viscosity decreases with increasing temperature.
Different oils thin out at different rates as the temperature increases. This introduces the concept of a viscosity index or VI. The VI of an oil is a unitless number that gives a measure of how quickly the viscosity will change with temperature. Oils with a low VI will thin out more rapidly than oils with a higher VI as temperature increases. A typical monograde engine oil such as an SAE 30 will have a VI of about 95 while a multigrade 15W40 oil will have a VI of about 135. The multigrade oil will thin out less than the monograde as temperature increases, thus providing a more stable viscosity profile over a wider range of temperatures, yet both will have a viscosity of about 100 cSt at 40ºC (see graph below). Viscosity index is calculated by performing the kinematic viscosity at both 100°C and 40°C and the performing a calculation to determine the VI.
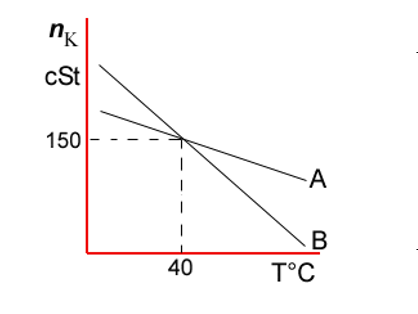
Figure - Oils with a high Viscosity Index experience less viscosity change with temperature. In the graph above Oil ‘A’ has a higher VI than Oil ‘B’. A represents a multi-grade oil with VII and B represents a mono-grade oil.
Industry standards dictate that the typical temperatures at which viscosity should be measured are 40ºC and 100ºC. What are the different advantages of the two temperatures? The measurement at 40ºC is useful for the early detection of oxidation, polymerisation and thermal failure of the oil. It is also good for the detection of contaminants such as fuel and refrigerants which will lower the viscosity. The addition of different viscosity oils is more noticeable at the lower temperature. It makes sense to measure viscosity at the temperature that is closest to the actual operating temperature of the machine. Equipment operating at close to ambient temperature should have its viscosities measured at 40ºC. Obviously, viscosity measuring instruments that operate closer to ambient temperature are easier to operate in the field or plant. Measurement at 100ºC has advantages in the detection of viscosity index improver shear down and is best suited for components that operate at high temperatures such as internal combustion engines.
Lubrication management can be key in some facilities to mitigate the effects of incorrect oil top-ups and the subsequent effects on the units themselves. In this case study there is ample evidence of repeated top-ups with an incorrect oil type and grade. In fact, the unit resides within close proximity to the Decanter Gearbox, and it is somewhat safe to assume from this oil analysis data that at regular intervals the EP gear oil is being added to the bearing reservoir as well.

Figure - Viscosity increase in plant machinery is usually a result of incorrect oil top-up as was the case with this bearing reservoir that was topped-up with ISO 220 EP Gear oil.
After a significant top-up with gear oil, evidenced by the sudden increase in viscosity and additive levels (additive levels were not shown in this example), it can be noted that the Acid Number (AN) level rises in subsequent samples. Delayed, but also evident, is the increase in copper level in the months following top-up with gear oil. The reason in this instance is that the Extreme Pressure (EP) additive in the gear oil is not only corrosive, but exceptionally corrosive to copper components.
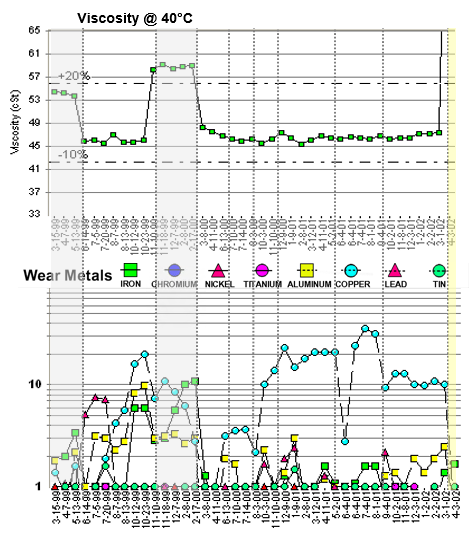
Figure - Frequent top-ups with EP gear oil caused long term corrosion problems in this bearing reservoir evidenced by the dramatic increase in copper levels after the first viscosity increase.
Training is a key issue in this instance. Although the reliability group would not suspect that an oiler would intentionally add gear oil to a bearing reservoir, it is often the case that the oiler may not know of the consequences of those actions. The oiler may feel that oil is oil, and if a system is low and gear oil is on hand, then that is sufficient. It`s worth noting that since 04-03-2002 two more dramatic contaminations with gear oil have occurred in this system.
Testing an engine oils viscosity at 100°C can quickly identify abnormal contamination and oil condition. Decreases in viscosity indicate fuel dilution or top-up with a lighter grade oil, while increases in viscosity indicate excessive soot generation or top-up with a heavy grade oil. When the viscosity is out of specification additional testing will be done to determine the cause of the viscosity change (i.e. Gas Chromatography for fuel dilution, FT-IR for soot concentration, etc.).
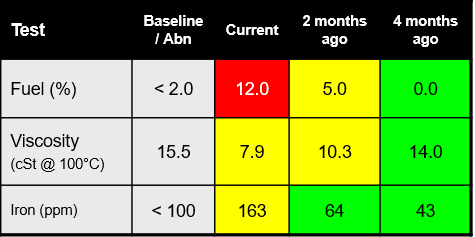
Figure - Increases in fuel dilution will lower the oil`s viscosity and lead to scuffing wear in an engine.
During routine oil analysis an increase in fuel dilution from 0.0% to 12.0% was detected by the precipitous drop in the viscosity at 100°C from 14.0 cSt (the typical value for this oil) to 7.9 cSt. The sample is from a Caterpillar 3176 diesel engine. The engine was showing a substantial increase in the iron level by the time the oil showed 12.0% fuel dilution.
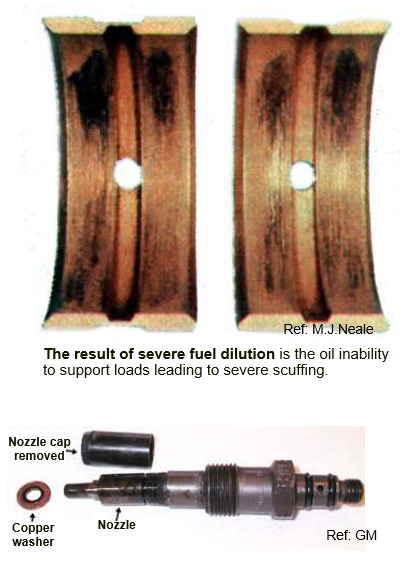
Figure - Modern common rail fuel hardware for diesel engines are sophisticated systems. Problems can develop, including leaking injectors, that cause fuel dilution of the oil, and if severe enough, scuffing of engine components.
When oil analysis detects severe fuel dilution an inspection of the fuel rail system and fuel injectors is necessary to correct the cause of the fuel dilution. Severe fuel dilution, left undiagnosed and/or untreated will lead to catastrophic engine failure.

The topic of viscosity has been covered extensively in many technical bulletins and with good reason...
The effect of temperature on engine lubricating oil is an important consideration to take into accou...

Bill Quesnel shares an interesting case study on a Decanter Centrifuge Bearing Reservoir at a distillery. In this video, Bill discusses how oil analysis was used to identify a potential issue with the bearing, which allowed the distillery to take corrective action before a catastrophic failure occurred. This case study highlights the power of predictive maintenance and the value of early detection. If you're interested in learning how oil analysis can help you optimize your maintenance program and improve equipment reliability.